
硬釺焊屬于高溫釺焊工藝。大多數硬釺焊溫度在1200~1400F° (650~760℃,比軟釺焊的溫度高得多,但比熔焊的溫度低得多)。與軟釺焊一樣,硬釺焊依靠毛細作用使接縫填滿釺料。有許多不同種類的硬釺料合金,可以用來焊接幾乎任何種類的金屬或金屬合金。硬釺焊接頭強度高,有的可在高溫下工作。硬釺焊的釺料種類繁多,以鋁、銀、銅、錳和鎳為基的釺料應用最廣。

攪拌摩擦焊方法與常規摩擦焊一樣。攪拌摩擦焊也是利用摩擦熱與塑性變形熱作為焊接熱源。不同之處在于攪拌摩擦焊焊接過程是由一個圓柱體或其他形狀(如帶螺紋圓柱體)的攪拌針(welding pin)伸入工件的接縫處,通過焊頭的高速旋轉,使其與焊接工件材料摩擦,從而使連接部位的材料溫度升高軟化。同時對材料進行攪拌摩擦來完成焊接的。

真空釺焊是在高真空環境将不同部件均勻加熱到焊料熔化溫度進行釺焊的一種工藝。在先将部件加工成型,進行徹底的清洗去除表面氧化物油污異物,再進行組裝(需要焊接的部位中間放置焊片)夾持,送入真空釺焊爐進行高真空的潔淨釺焊。必要時可進行熱處理加硬及進一步的精加工。材質一般為鋁、銅,内部流道可鋪設折疊翅片或者鏟齒。
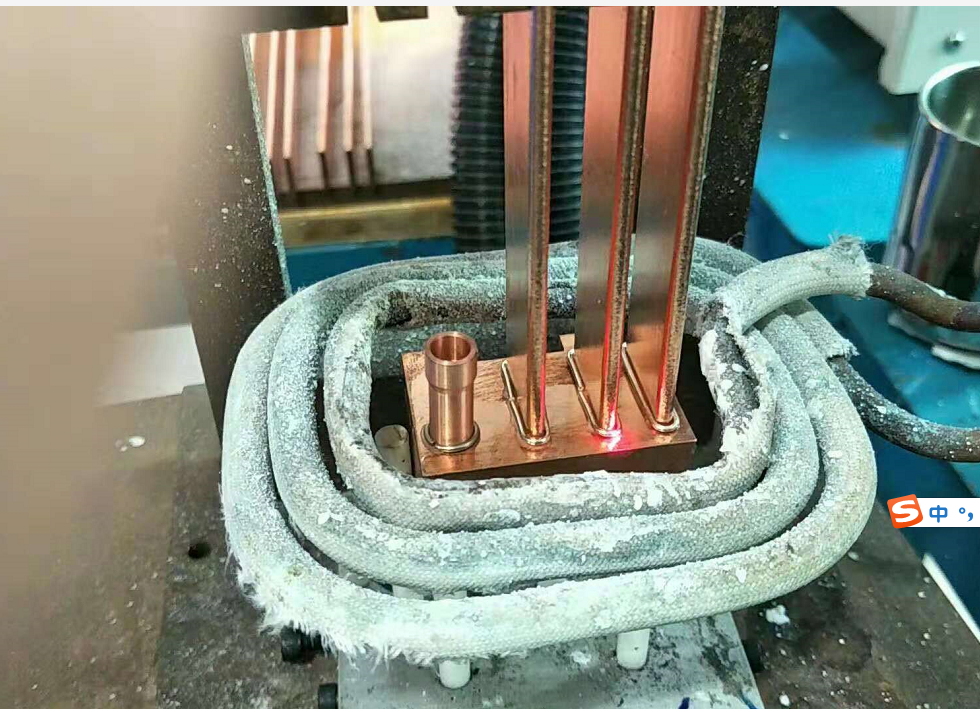
感應釺焊是将需要焊接的金屬工件(一般紫銅居多)放在感應線圈内,通高頻交流電,産生感應電磁場,在工件表面耦合産生感應電動勢,在金屬表面形成感應渦流,依靠在金屬表面産生的渦流發熱,在焊接部位一般會塗上焊粉,待到工件達到釺料熔化溫度時焊接即可,感應釺焊是世界上最清潔環保的加熱焊接方式。利用高頻、中頻或工頻感應電流作為熱源的焊接方法。
聯系我們
 深圳市龍崗區南聯寶南路63号锘威科技
深圳市龍崗區南聯寶南路63号锘威科技
 +86-755-8487-0066
+86-755-8487-0066

關注我們

 +86-755-8487-0066
+86-755-8487-0066
 收藏
收藏 在線留言
在線留言 網站地圖
網站地圖